

艾默生振動分析儀在造紙行業無線振動監測方案
造紙磨漿機對于優化工廠性能至關重要。但設備的不同載荷和紙漿污染物會導致磨漿機磨片和軸承部件磨損,從而降低性能并***終導致設備故障。對磨漿機進行預測性監測,可以獲得識別潛在故障所需的信息,例如:
●不平衡;
●驅動軸不對中;
●滾動軸承故障;
●碎裂、破碎或磨損的磨片;
●共振;
●軸彎曲;
●聯軸器損壞;
●潤滑不足;
●結構或機械松動。
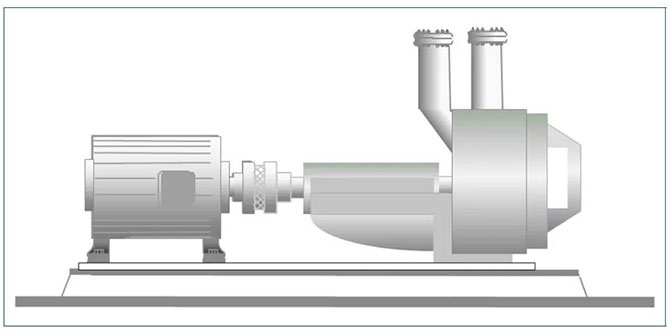
磨漿機磨片是常見的故障點,但磨漿機殼體結構使得內部磨片的振動監測變得十分困難。磨漿機軸承可以與其他設備部件一起進行監測,但磨漿機磨片的各種設計配置使其難以被診斷。缺乏磨片狀況反饋會導致設備狀況的不完整,并使您面臨意外故障的風險。
應用峰值檢測進行精確監測
艾默生振動監測技術采用***特的監測方法,可及早提供軸承和磨漿機故障指示。雖然標準振動監測以英寸/秒為單位進行測量,但 PeakVue™ 技術以 g's 為單位測量沖擊。也就是說,即便標準振動測量保持不變,PeakVue™ 也會提示發生故障。能量帶讓趨勢和警報更為明顯,使數據更容易解讀。可以通過頻譜和波形數據獲得更詳細的信息,還可以將趨勢值與警報和故障級別進行比較。
PeakVue™ 趨勢圖
以下趨勢圖顯示的是使用便攜式機械狀態分析儀采集的數據。在振動趨勢中,未觀察到顯著的幅度變化;而 PeakVue™ 趨勢圖顯示,從***次讀數開始,幅度升***。振動趨勢沒有任何改變,而 PeakVue™ 趨勢在維修后顯示出明顯的振幅減小。

振動趨勢(左)與 PeakVue™ 趨勢(右
在下面的多頻譜 PeakVue™ 軌跡圖中,在開始維護之前可以清楚地看到 1xRPM 倍數和磨片缺陷峰(綠色頻譜);而在修復完成后,幅度明顯降低(藍色頻譜)。振動頻譜數據并未顯示出該磨漿機具有任何嚴重問題。

多頻譜 PeakVue™ 軌跡圖
在另一個示例中,下面的多頻譜 PeakVue™ 圖顯示存在兩個問題。***個事件(棕色頻譜)顯示升***的磨漿機磨片缺陷峰值,可以通過更換磨片來解決。在第二個事件中,初始基線 PeakVue™ 頻譜(中間藍色)顯示略微升***的寬帶噪聲。當加載磨漿機磨片進行另一次測量(上部綠色頻譜)時,由于兩個磨漿機磨片的錯誤安裝,再次出現缺陷峰值。在解決該問題并使磨漿機恢復正常操作后得到前兩個頻譜。
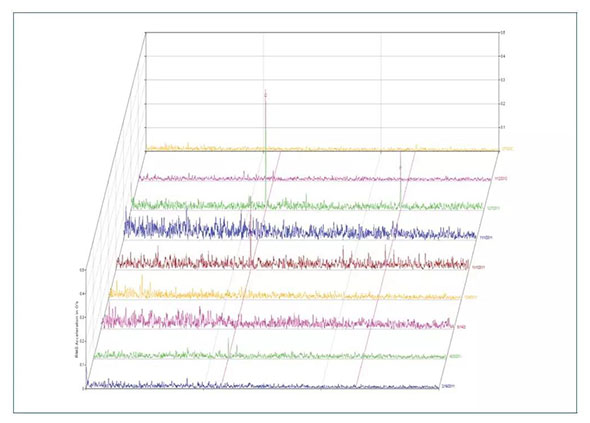
多頻譜 PeakVue™ 軌跡圖
結論
磨漿機磨片缺陷是電機和磨漿機軸承缺陷的主要來源。使用振動和 PeakVue™ 診斷技術監測磨漿機磨片和軸承狀況,可以改進造紙磨漿機性能,從而提***生產率并減少維護。將 PeakVue™ 數據與電機電流安培數和磨漿機磨片負載相結合,可以在發生重大損壞之前調整操作。
雖然上述示例使用便攜式機械狀態分析儀(如艾默生 AMS 2140)進行識別,但 PeakVue™ 也適用于艾默生無線振動變送器(AMS 9420)和連續在線監測系統(AMS 6500)。

AMS 2140 機械狀態分析儀

AMS 9420 無線振動變送器
![[field:title /]](/uploads/allimg/160926/1-160926095J5.jpg)
![[field:title /]](/uploads/allimg/170316/1-1F316164532.jpg)
![[field:title /]](/uploads/allimg/160927/1-16092G12F7.jpg)
![[field:title /]](/uploads/allimg/160926/1-160926164057.jpg)
![[field:title /]](/uploads/allimg/160929/1-160929164110.jpg)


 京公網安備 11010702001993號
京公網安備 11010702001993號